Tempra ad induzione
TEMPRA AD INDUZIONE
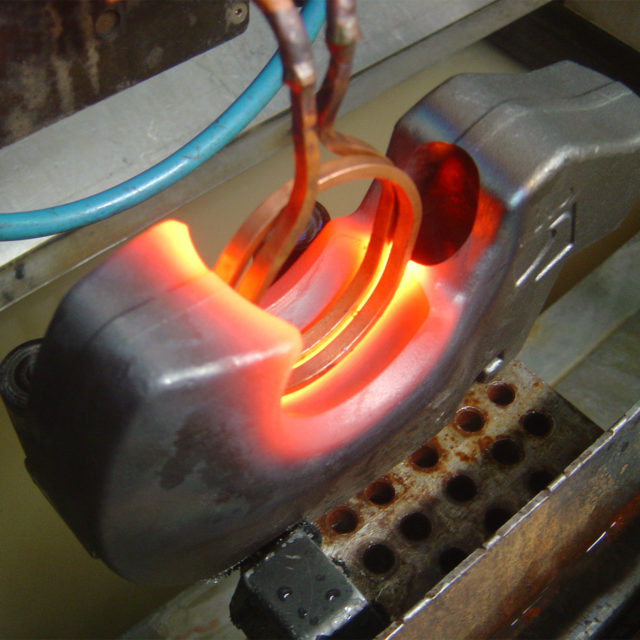
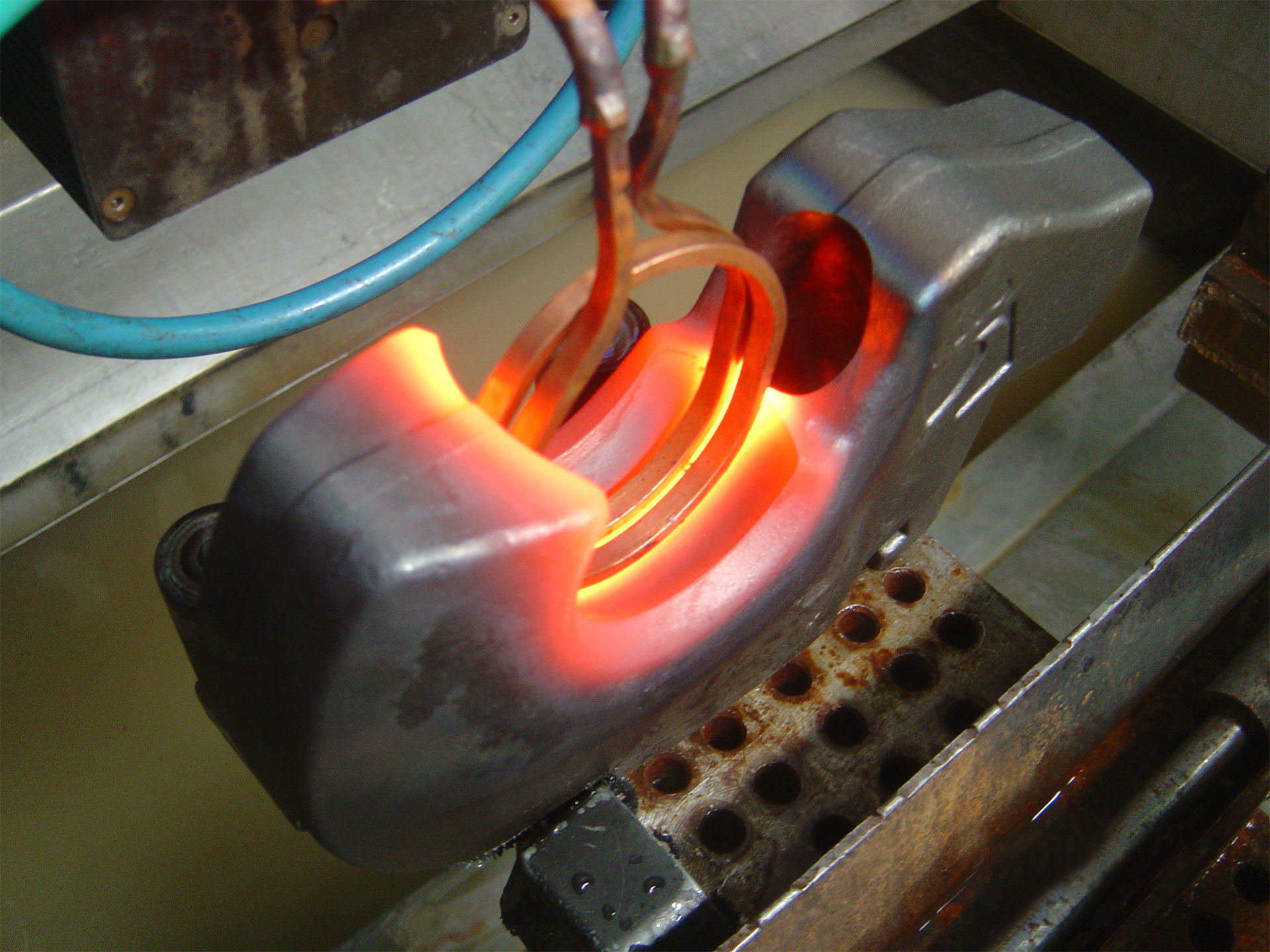
Metodologia particolarmente utile a migliorare la durezza e le caratteristiche di resistenza all’usura, alla fatica, al danneggiamento e alla deformazione plastica del materiale. Un corpo buon conduttore di elettricità, posto entro un campo magnetico alternato, si riscalda per effetto Joule grazie alle correnti indotte: questo fenomeno permette di portare ad alta temperatura, e quindi austenitizzare, un oggetto di acciaio.
A causa dell’effetto pelle della corrente alternata lo spessore dello strato riscaldato varia con la frequenza della corrente (ma dipende anche dalla conducibilità del materiale); industrialmente si utilizzano generatori a bassa frequenza (inferiore a 5 kHz), media frequenza (da 5 a 30 kHz) e alta frequenza (200 kHz); lo strato di materiale interessato dal riscaldamento è inversamente proporzionale alla frequenza generata (bassa frequenza corrisponde a strati più profondi).
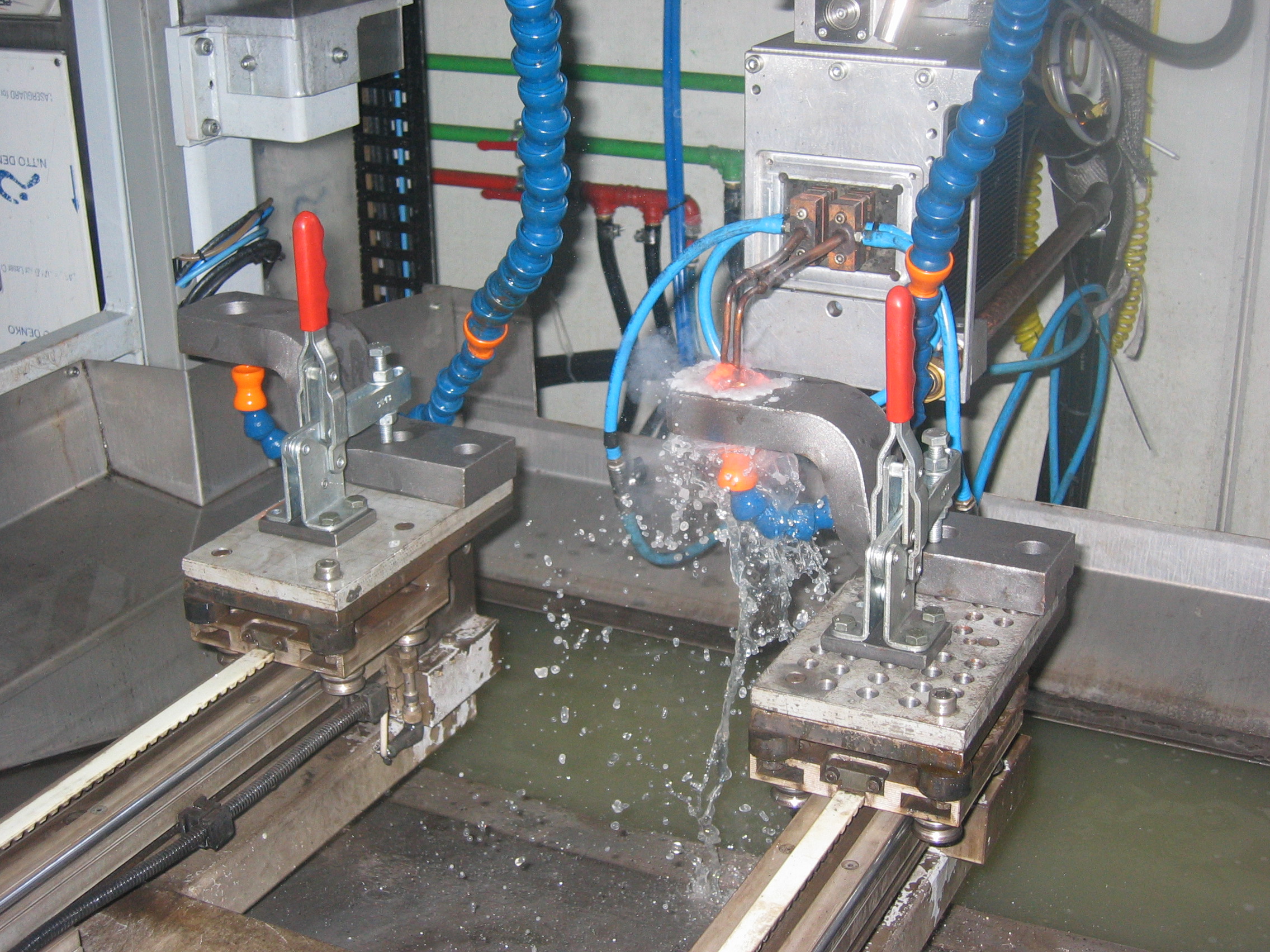
Segue la fase di raffreddamento,che può avvenire per immersione o spruzzamento; esempi di “tempra localizzata” sono: lame per forbici o falciatrici, taglienti di pinze troncatrici, vomeri, denti di ingranaggi e soprattutto pezzi ruotabili durante il riscaldamento.
La “tempra progressiva” comporta invece lo scorrimento del pezzo rispetto alla bobina e immediato raffreddamento della superficie in uscita. Il metodo è usato per guide di bancali, lame per seghetti, denti di ingranaggi di grandi dimensioni, alberi di trasmissione, steli per attuatori pneumatici, cuscinetti a rotolamento…
Per evitare criccature gli acciai sottoponibili a tale trattamento sono gli acciai al carbonio o poco legati (39NiCrMo3) con C = 0,30-0,50% (classificabili negli acciai da bonifica) (eccezione: se la tempra deve raggiungere il cuore del pezzo, possono essere usati il 100Cr6 e il 100CrMn4, ad esempio nei cuscinetti a rotolamento).
INDUTTORI
Un ruolo fondamentale nella tempra ad induzione, lo rivestono gli induttori. Queste attrezzature, applicate negli impianti per tempra, sono adibite al riscaldo dei particolari meccanici su cui c’è da eseguire il trattamento termico.
Affinchè gli induttori lavorino in maniera corretta e con la massima efficacia, è necessario un meticoloso lavoro di progettazione ed esecuzione degli stessi.
Questo avviene grazie all’esperienza e alla capacità del nostro personale qualificato che permette di eseguire questo lavoro all’interno dell’azienda con notevole risparmio di tempo e di costi.

RINVENIMENTO E DISTENSIONE
L’azienda utilizza forni a camera ventilata per eseguire la distensione o il rinvenimento dei componenti meccanici dopo essere stati sottoposti a trattamento termico di tempra ad induzione. Questo viene svolto per eliminare le tensioni interne che nascono con la formazione della nuova struttura temprata. Il risultato che si ottiene è una riduzione della fragilità, tipica dello strato indurito, con conseguente aumento della tenacità del componente meccanico. Inoltre si può ottenere una riduzione del valore di durezza dello strato temprato per rispettare le richieste espresse in fase di progettazione


Procedura di certificazione della tempra
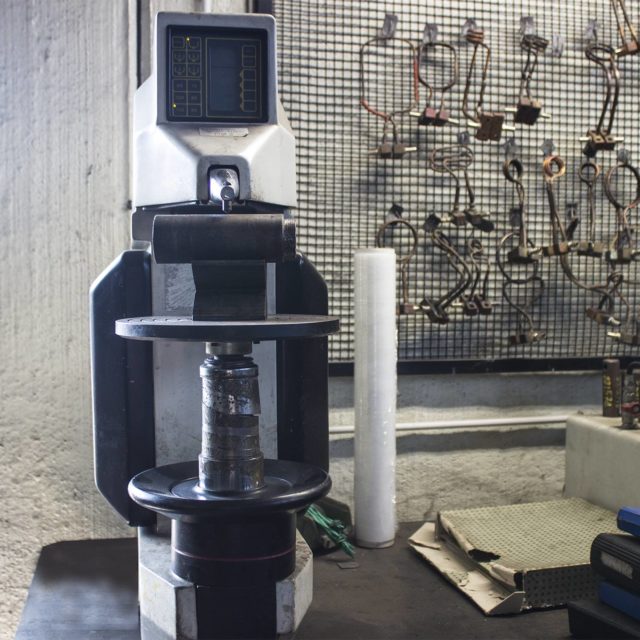
Ogni singolo lotto di materiale temprato ad induzione deve essere sottoposto ad un accurato controllo di qualità per ottenere la necessaria certificazione di conformità richiesta dal cliente. I controlli fondamentali, a cui vengono sottoposti alcuni campioni del lotto di materiale in esame, sono:
Prove di durezza: nel laboratorio metallografico, questi campioni temprati ad induzione vengono sottoposti ad accurati controlli per rilevare i valori di durezza e di profondità di tempra ottenuti. Questi valori devono rientrare nei parametri richiesti dal cliente.
Controlli non distruttivi: severi controlli al magnetoscopio vengono eseguiti ai componenti su cui è stata eseguita la tempra ad induzione, al fine di rilevare eventuali presenze di cricche di tempra o di altre discontinuità superficiali. Questo controllo magnetoscopico viene eseguito sulla quantità, di pezzi del lotto, richiesta dal cliente.
Analisi dei materiali: in caso di necessità, o di richiesta specifica del cliente, viene eseguita un’ analisi chimica del materiale da temprare mediante un quantometro ad emissione ottica. Si tratta di uno spettrometro ad emissione ottica con il quale vengono rilevate le esatte percentuali degli elementi contenuti nella struttura del materiale.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}